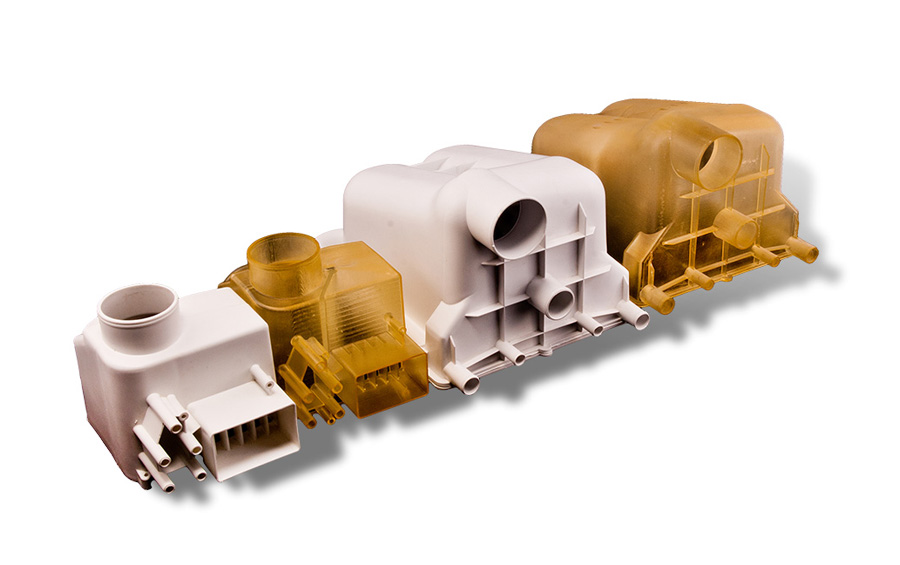

When multiple parts are needed, RTV tooling and Urethane casting can be used to fill the gap between prototype and production. Urethane prototypes can be of nearly any size and shape and can be color-matched by either a Pantone number or a color chip.
Whether you require inserts, over-molding, copper shielding, molded-in color/texture, or painted in custom color/texture, Advanced will meet your specifications.
Typical uses for urethanes include fit and function testing and marketing materials. In some cases where production projects require thick walls or chemical resistance, urethanes can be used for actual production.
Urethane casting is a manufacturing method much like injection molding in its method. Polyurethane materials are injected into a soft mold, which is usually made from silicone. Multiple industries use this production method to create a variety of parts and productions in different stages of the product design process—urethane casting is especially useful for the small, multi-piece runs that often occur between prototyping and production.
Advanced Prototype Molding offers full silicone molding and urethane casting services for prototyping, pre-production, and full production as needed. Our related services include:
• RTV molding
• Urethane casting
• Material recommendations
• Additional finishes
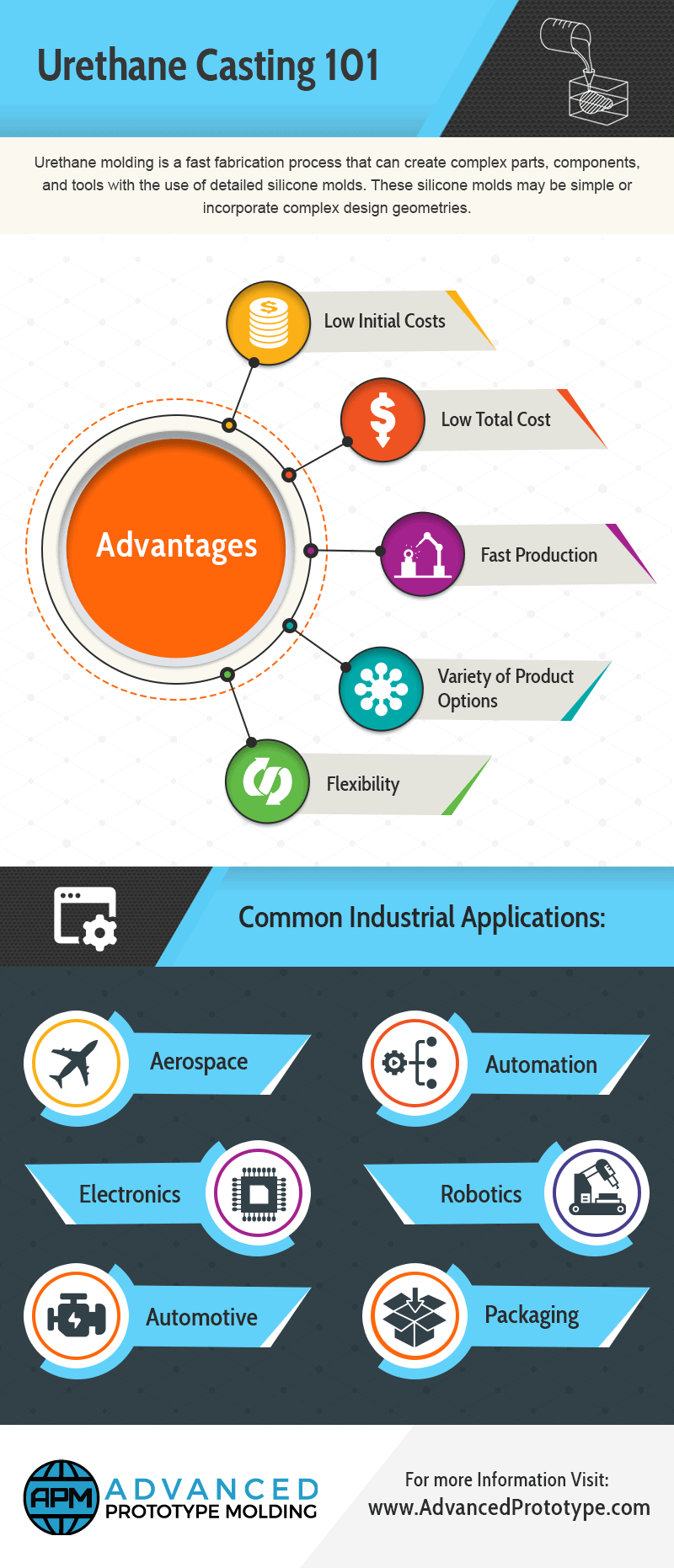
Urethane casting uses a softer silicone mold in comparison to the harder machined molds used in injection molding. The process produces urethane materials that may be rigid or flexible. Urethane molding is a fast fabrication process that can create complex parts, components, and tools with the use of detailed silicone molds. These silicone molds may be simple or incorporate complex design geometries.
Urethane casting starts with the creation of a silicone mold, which in turn starts with the creation of a master pattern. A master pattern is a three-dimensional representation of the final product that details the A side and B side of the mold's interior. The master pattern is encased in silicone to create the final mold. Silicone is soft and can wear out faster than harder molds, so creating a master pattern enables quick mold replacement.
There are numerous different techniques for creating master patterns. Designers will create a CAD or CAM program file, and then use CNC machining processes to cut the master or the master can be 3D printed.
Once the mold has been finalized, the urethane material is injected into the mold. The material is processed with vacuums, heat, and pressure to ensure it completely fills the mold and that no excess air is trapped in the material. Once the new part cures, it is removed from the mold.
Click to Expand
There are many advantages to using urethane casting over other molding or manufacturing processes. These include:
• Low initial costs. Injection molding often has a high start-up cost because of the complexity involved in creating molds from steel or other hard materials. Urethane casting's molding process is fast and inexpensive.
• Low total cost. New molds can easily be created from a master pattern, and polyurethane materials are affordable and durable.
• Fast production and cleanup. Urethane casting production runs have a fast turnaround time. The parts themselves be cast rapidly and the curing process is quick as well.
• Precise and accurate production. Silicone molds can capture complex and intricate details and pass them to the urethane substrate. Urethane casting uses a vacuuming process to ensure that the whole mold and filled so all details and edges are fully captured.
• Variety of product options. Urethane casts can be rigid, flexible, or even rubber-like. They can also be colored or clear. This versatility is suitable for creating a variety of products.
• Flexibility. Urethane casting is ideal for prototyping, as well as low- and mid-sized production runs.
Careful material selection is an important part of the design process. A variety of polyurethane materials can be used in urethane casting. Material selection depends largely on the desired physical properties of the end part. In addition, additives can be added to most materials that result in different colors, finishes, and textures.
Four of the most common urethane casting material types include:
1. Elastomeric (Shore A). Shore A urethane-based materials are soft and flexible.
2. Rigid (Shore D). This classification of material is rigid. It creates impact-resistant and rugged products.
3. Expanding Foam. Foams can range from soft and low-density to high-density and rigid.
4. Silicone Rubber. These composite materials are usually platinum-based and are used to form small high-contact parts.
Various materials and additive mixtures can be used to meet a variety of industry standards, such as UL 94-VO and FAR 25.853 ratings regarding flammability, flame exposure, and exposure to high temperatures or the cleanliness standards found in many pharmaceutical and medical applications.
Urethane molding is a popular fabrication process across multiple industries because it produces durable, affordable parts quickly. The following industries commonly use urethane casting:
• Aerospace
• Automation
• Automotive
• Consumer products
• Dental and medical
• Electronics
• Industrial production
• Military and defense
• Robotics
The specific applications for urethane cast products are just as varied. Some of the most common applications include:
• Aerospace panels
• Bellows
• Boots
• Bumpers
• Cosmetic tools
• Covers for electronic, medical, and dental products
• Fans
• Household goods
• Industrial pipes, tanks, and fittings
• Lenses
• Over molds
• Packaging
• Prototypes
• Products with UL flammability ratings
• Toys
Room Temperature Vulcanized (RTV) molding is a commonly used tooling process for creating precise silicone molds. During this process, a master pattern is covered with a thin silicone layer. The mold is removed, cured, and used for urethane casting.
RTV molding processes create highly detailed silicone molds that are soft and inexpensive to produce. They are ideal for small to medium-sized production runs.
Reaction Injection Molding (RIM) is a manufacturing method similar to urethane casting. It can create thicker parts and is often used for large-scale production runs. As an injection molding process, RIM has significantly higher startup costs to cover the fabrication of hard tooling.
At Advanced Prototype Molding, our processes are designed to create accurate and affordable parts and products. Contact us or Request a Quote today with the details of your project.


ADVANCED PROTOTYPE MOLDING
1520 N Old Rand Road Wauconda, IL 60084
Tel: 847-202-4200
Fax: 847-202-4270
sales@advancedprototype.com
ADVANCED PROTOTYPE MOLDING
1520 N Old Rand Road Wauconda, IL 60084
Tel: 847-202-4200
Fax: 847-202-4270
sales@advancedprototype.com